热镀锌钢格板在10万吨合成氨项目的应用及规范要求
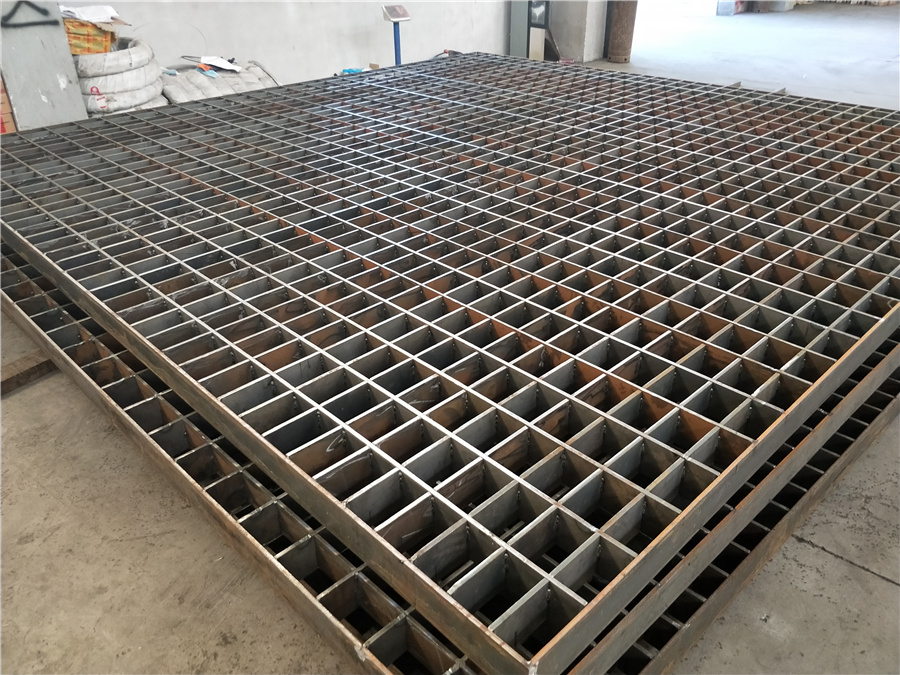
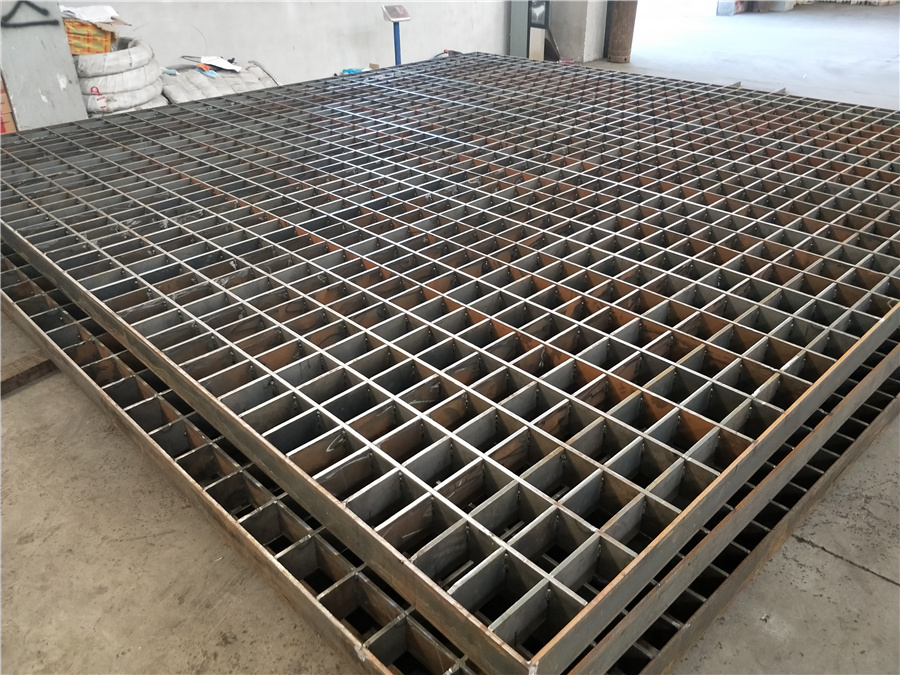
热镀锌钢格板由于结构轻、强度高、安装方便等特点在合成氨项目工程中得到广泛应用,在压缩工序、脱硫转化工序、脱碳工序、平台液氨罐区等均被大量采用,热镀锌钢格板应符合YB/T4001-2007《钢格栅板及配套件》的标准要求和本技术协议的规定。热镀锌钢格板常用32*5的扁钢制作。
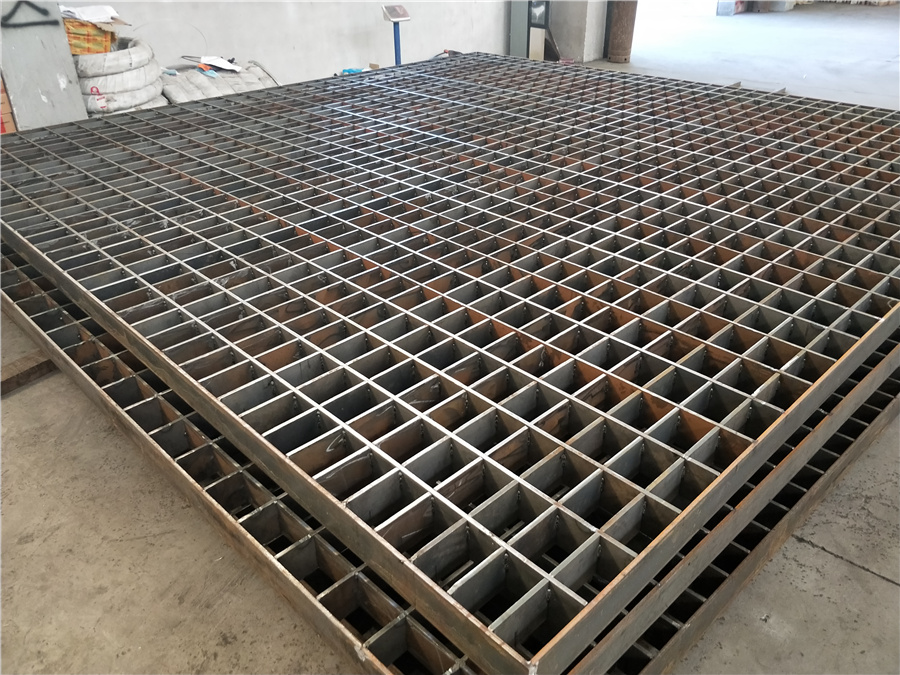
热镀锌钢格板的规格及适用部位钢格板在合成氨项目中具体应用部位图
钢格板产品结构模式
钢格板产品结构图
钢格板制造规范
1.钢格板选用32mm×5mm金属扁钢与直径(方钢扭绞后的较大直径)为φ8mm±0.3的扭绞方钢;
2.格栅板钢材的牌号必须符合GB/T700《优质碳素结构钢》的材质要求。
2.1选用制造钢格栅板用的材料应提供质量合格证明书,钢材的化学成分必须符合下表的规定
2.2 热扎扁钢宽度尺寸允许误差+0.3-0.9 mm, 厚度尺寸允许误差﹢0.2﹣0.4 mm。
3.格栅板热浸锌处理,符合GB/T13912的钢铁制品热浸锌层技术要求,用于热浸镀的熔融锌中的杂质总含量(铁,锡除外)不应**过总质量的1.5。
4. 包边板采用与承载扁钢相同的材质,并应符合GB/T700标准的规定。
钢格板的尺寸标准
钢格栅板符合YB/T4001-2007《钢格栅板及配套件》的标准要求和本技术协议的规定。钢格板的尺寸及偏差,应符合标准有关规定要求;
1 钢格板长度允许偏差+0 -5,宽度方向允许偏差±5;
2 承载扁钢的不垂直度应不大于扁钢宽度的10%;
3 横杆位置偏差:横杆表面应不**出承载扁钢表面1mm;横杆两端通常不**过钢格板两侧端面2mm;
4 横杆偏斜及间距偏差:横杆边缘对钢格板中心的偏斜应不大于5mm,在任意1500mm长度内,两端横杆间距的允许偏差为±6mm;
5 钢格栅板外形为长方形或正方形,对角线允许偏差≤±5;
6 钢栅格板安装偏差为每块之间的距离不大于10mm。
钢格板性能检验
1、生产厂应定期抽样按附录C做产品荷载性能试验,并应根据用户要求提供测试报告;
2、齿形系数:负荷≥0.9,绕度≥1.05;
3、钢格板均布荷载能力≥7.5KN/㎡;
4、纵向弯曲:钢格板的纵向弯曲挠度应不大于长度的1/200;
5、横向弯曲:钢格板的横向弯曲挠度(在包边前)应小于宽度的1/100。
焊接要求
1 承载扁钢的端头用相同的承载扁钢进行包边与每一根横杆焊接,且高度不小于承载扁钢厚度的单面贴角焊;焊接长度不小于承载扁钢的厚度的4倍,不允许间隔焊接;
2无裂纹、未焊透、未融合、表面夹渣、未焊满的情况;
3无潴留、无飞浅物。
镀锌层要求
1、目测所有热浸镀锌制件,其主要表面应平滑,无滴瘤、粗糙和锌刺(如果这些锌刺会造成伤害),无起皮,无漏镀,无残留的溶剂渣,在可能影响热浸镀锌工件的使用或耐腐蚀性能的部位不应有锌瘤和锌灰。
2、热浸镀锌制件漏镀面的总面积不应**过制件总表面积的0.5 。每个漏镀面的面积不应**过10Cm2。当供需双方没有其他协议时,若漏镀面积大于上述规定值,这些制件应予重镀。
3、热浸镀锌制件表面若存在漏镀面,应采用热喷涂锌、涂敷富锌涂料或融敷锌合金等方法对漏镀面进。
产品包装要求
1包装参照GB/T13384要求进行,包装须具有足够的强度能保证公路运输及装卸的要求。
2 包装标志
3 钢格板的包装标志应标明商标或生产厂代号、钢格板型号及标准号。每块钢格板均应标明编号。外包装上标明:货物名称、内包装明细、合同号、收货人姓名及电话、发货人及电话、目的地。

6. 对角线偏差:钢格栅板由于尺寸公差而引起对角线的相对偏差,不应大于±5mm;
1
压焊钢格板和人工焊接钢格板,这是钢格板两个具体种类,如果将它们进行比较的话,可以知道的是,这两种钢格板有区别,其具体是为:
平面型:平面型钢格栅板是应用广泛的钢格栅板,主要用于平台、走道、各类沟盖、踏步板等。
区别1:压焊钢格板在外观美观性上好于人工焊接钢格板,因为压焊钢格板的连杆是通过电流电压进融化的扁钢中,且焊点平整,镀锌后可得到光滑平整表面,而手工焊接的话,如果开孔模具不一样,则会产生一些问题,进而,影响到产品的整体美观性。
设计方案完成后,设计信息传输至 CAM 模块。系统可根据共享信息与排料优化算法对下料 方案进行多次自动优化计算,并生成可视化的排料示意图以供生产人员参考安排生产计划。同时产品的几何、物理信息可被系统利用,计算生成合理的打包发货方案,显著缩短生产交货周期。
CAD/CAM 集成与信息共享的优势同时还体现在本系统与企业管理信息系统的接口。系统生成的工作量统计表、工艺方案等都可按特定的数据排列格式生成 Excel 文件并导入管理信息系统。有助于中小型企业在一定范围内实现设计、 生产、管理的信息共享。
系统 CAD 模块的主要图元类有 CRefCur、 CRefPt、CDim 等,都继承自 CEntity。由这些类 实现基本的线、点、标注的绘制CBlock(图块 类)定义了一个 CEntity 对象的聚合,可通过它的子部件调用各自函数实现绘制。而 CTable、 CSG、CRaw 则是系统针对钢格板设计开发的图元类。CSG 实现了钢格板特征的绘制,包括板号、 扁钢方向、横杆数、扁钢数等基本信息。设计信息由CTable 实现汇总处理后生成材料明细表 (BOM),并传输至 CAM 模块。较终 CRaw 负责实现优化结果的可视化,即排料示意图的绘制与交互调整等。
异形钢格板设计案例
系统确认备选信息源后可自动生成BOM表,从而为模块间的集成架设了桥梁。系统的工作量统计以BOM表为直接处理对象,可对设计信息进行二次提取:通过板号对异形与矩形板加以分类处理;通过扁钢方向对横向隔焊与纵向满焊进行计算;通过几何信息对接板料与异形板的切割长度进行计算。普通的钢格板产品为平面矩形,因此可通过计算包围盒区分通用与异形设计。板特征轮廓与包围盒不重合部分即为非规则边界,可定性为异形板。进而标记轮廓中的该曲线计算出其长度信息。整个过程完全取代了传统设计流程中的人工计算处理。工作量统计信息汇总完毕后可按*格式导出Excel文件,以导入企业管理信息系统。钢格板BOM表系统生成G代码接板补料处理是否为异形板设计宽度是否大于原板宽度设计宽度是否卡模数进行二次切割隔焊包边处理满焊+隔焊包边处理计算生成工作量统计表。
目前大部分企业采用人工计算下料方案,不仅需要耗费大量的时间精力,同时也对相关人员的设计、生产经验提出了很高的要求。因此,相当一部分工艺方案无法满足生产需求,方案可调性、兼顾生产效率等指标不尽如人意。针对这些问题,本系统提出了基于混合遗传算法的钢格板自动优化排料解决方案。
不锈钢钢格板在生产之后一般都是会经过质量检查的,所以在使用的过程中也不用担心出现一些问题。但是经过长时间的使用之后,不锈钢钢格板就容易出现损坏了。不过有些用户反映,自己的不锈钢钢格板使用时间并不是很长,但是也容易出现损坏。
-/gbabhdf/-
http://glggb88.b2b168.com