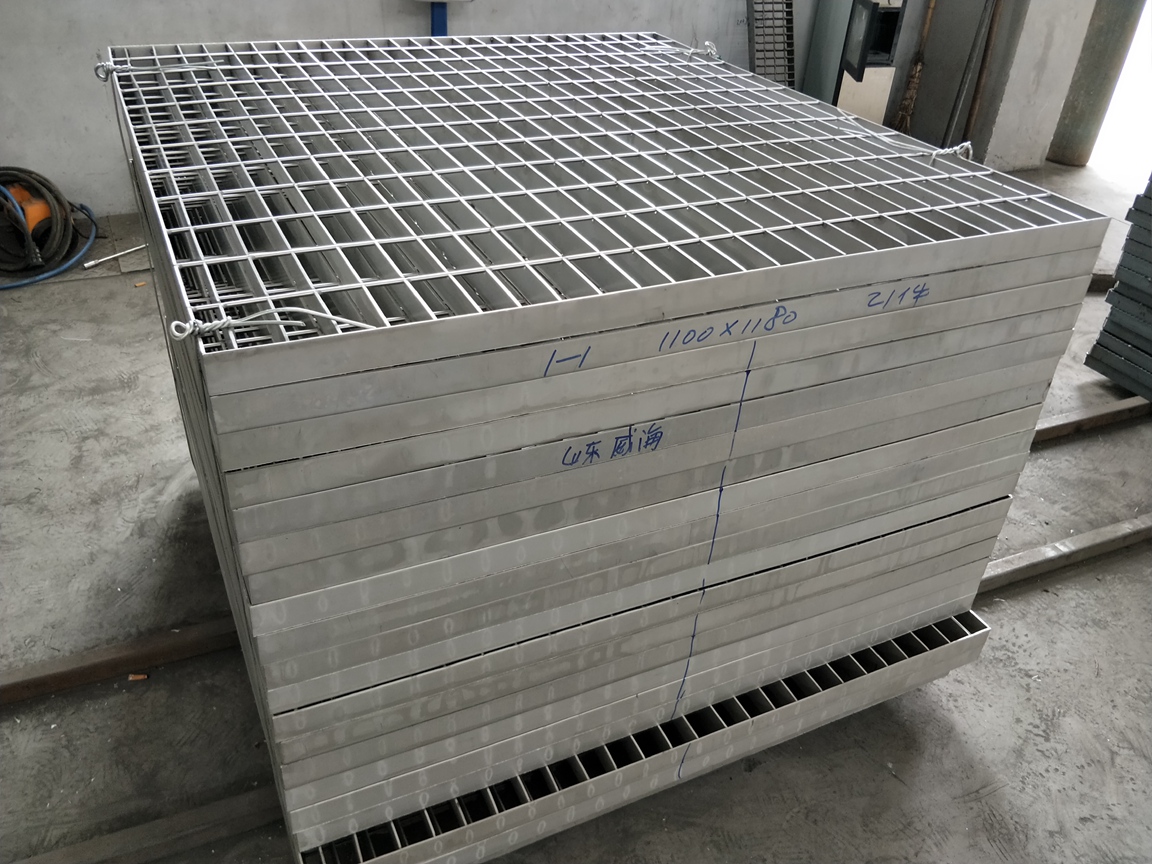
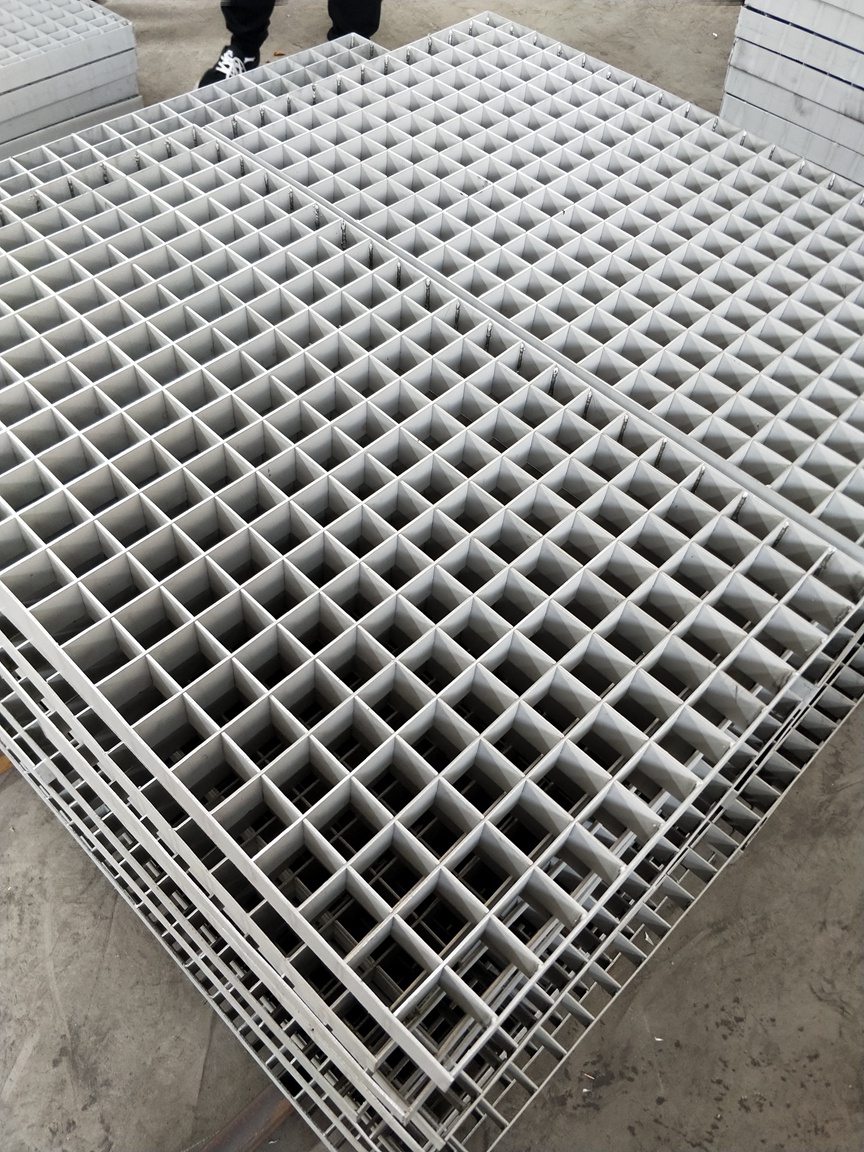
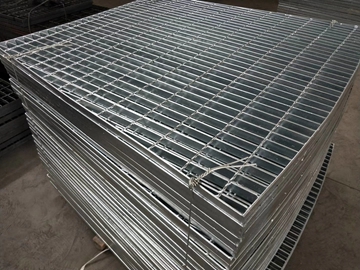
板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
工艺人工焊接
颜色银白色
编号03
是否防砸是
运输物流运输
数量10000
可售卖地全国
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
扁铁间距40mm
搅拌涂料: 钢格栅生产厂家认为,如果要确保涂料与钢格栅能够更好地结合,先,我们需要确保涂料的施工足够均匀,是否容易吸收钢格栅的表面。根据行业消息来源,为了进行涂料混合处理,需要在涂料展开时使用表调节剂,然后进行磷化处理。当两道工序完成后,油漆就可以充分搅拌了。涂料粘度: 钢网生产厂家发现,与普通型钢网喷漆产品一样,喷漆的粘度约为18-24厘米,喷涂面积大,粘度降低,相反,粘度会显著增加。涂料净化: 由于市场上现有的钢格板涂料厂家,大部分都是长期储存处理,因此,其内部必然会产生一些其他物质。为了避免这些物质对钢格栅板的影响,生产厂家在涂装钢格栅板表面时需要对施工涂料进行净化,以达到规定的标准。
钢格板的生产可以按照企业一定的发展顺序进行。接到钢格板订单后,先要做的就是采购产品的原材料:扁钢和绞钢。钢格板由扁钢和绞钢经焊接工艺研究设计布置而成。钢格板的生产管理流程为:①扁钢和绞钢按公司客服要求进行切割。 ②按事先准备好的模具结构对切割好的扁钢和绞钢进行分类放置。 ③确保钢格板房建成后,按照国家有关工作标准进行分析和焊接,不出现漏焊、错焊等低级错误信息。在实际教学应用中,我们经常需要使用钢格板搭建一个简单的钢结构系统平台,用于放置物品,或者其他行人。沟盖是钢格板的一种,但学生在生产活动过程中的安全注意事项有很多,与我国不同的钢格板不同。由于国内工厂使用这种沟盖,难免会有很多大型工程车辆开过,所以他们的沟盖承重能力在一定程度上要好一些。这时,我们教师要充分考虑沟盖板扁钢和扭钢的排列方向。在大型客车市场,往往在行车厂,会车间工人使用短边方向的扁钢,这样社会生产的沟盖板的承载能力要求会更高比普通钢格板的承载能力更科学、更。在时间和成本上,也会比普通钢格板寿命更长。热镀锌处理后的金属格栅板具有非常优越的性能。经过热镀锌表面数据处理后,金属栅板表面会形成一层锌层。锌层可以很好地保护环境中的金属。格栅板防止其被空气中的氧气氧化生锈。同时,对金属栅板进行改进,也有不能很好承受的效果。无论是行人,还是因为汽车行业或其他孩子的原因,金属网格板都可以一一处理。热镀锌又称热镀锌。 ,他将锌锭高温熔化,放入一些重要的功??能材料,然后将金属结构浸入水中在镀锌槽中,一层锌附着在金属部件上。热镀锌的优点在于抗腐蚀能力强,镀锌层的附着力和硬度好。

钢格栅板天花是以钢格栅作为室内装饰材料制成的天花产品。钢格栅板作为吊顶产品,经过热镀锌处理,具有30年不生锈,免维护的特点。其结构简单,适用于吊顶,便于设备维护等。钢格板吊顶的生产工艺包括哪些?钢格天花板的制作工艺分为手工焊接和机器压力焊接这两种有什么区别?下面是对我们的详细介绍。机器压力焊接,顾名思义,就是机械完成的焊接过程。具体来说,是通过强大的电流和压力将棒材压入熔化的扁钢中,然后得到焊点,形成美观的钢格天花板。但机械压力焊接有其局限性。使用机器压焊条的长度不能大于1200mm,扁钢的长度不能大于6200mm,使用机器焊接做异型格栅的成本会比较高。手工焊接的方法是工人先在扁钢上开一个小孔进入孔内,在捻钢和扁钢焊接在一起。手工焊接捻度和扁钢可能有开放的空间,不可能焊接每个接触点。因此,焊接会不牢固。但是手工焊接不限于尺寸,所有尺寸都可以做。而手工焊接的异形格栅更省钱。
沟盖钢格栅板构件现场检验过程:在沟盖板同一部位应标明标准、生产日期、生产批次和合格标志。检验数量:全面检查、沟盖钢格栅板的形状不应有缺乏边掉角、边缘角不直,弯曲不均匀,飞行肋等质量缺陷;组件的表面不得有任何质量缺陷如暴露肋骨、表面、脱皮、砂光污染。沟盖板角钢表面无毛刺、锌馏出物、吊锌、露铁、锌渣、。检查数量:检查一切。钢筋混凝土盖板的标准误差应满足要求。检查支架宽度和高度。检查次数:所有检查。检查方法:使用钢尺。检查沟盖板质量合格证。主要包括原材料鉴定文件和实验陈说、试验块压陈说、沟盖钢保护层试验记录。注意事项:设备之间要建好双面侧墙,一般用混凝土作为侧墙。混凝土相对于玻璃纤维格栅来说是比较稳定的,而玻璃纤维格栅没有这样重的基层。根据地沟标准,对玻璃钢地沟盖钢格栅板进行合理切割,然后即可铺设。为了坚持沟盖钢格栅板的稳定性,可对混凝土表面进行合理的凹凸设置。还可以在混凝土墙体表面做一些固定的方法,相对凹凸的处理比较麻烦。

钢格板长,热沟盖也叫钢板,但钢板是所有金属板的总称。在普通钢上涂上锌或喷漆,这样您就可以轻松防止面板在日常使用中生锈。真正的防止氧化的方法,喷漆就是其中之一,但大多数情况下我们看到的都是热沟盖,原因当然是喷漆达不到很好的防腐效果,喷漆效果太差,不能达到防腐的目的,成本较高,所以多采用镀锌。其实镀金的外层是形成化学形态的化学电池,也就是电镀锌可以保护镀层,即使次氧化的氧化应该是锌,有保护作用,环保简单,成本很低。钢板厂家在镀锌期间,由于温度不同,保温时间不同,铁损(铁水量)也不一样。当温度在450°C左右时,铁的损失会随着加热和保温时间的增加而急剧增加。但当温度可能低于430-480℃时,铁损的延伸变慢,因此430-480℃的循环称为恶性溶解区。这时锌液对钢板和锌罐的腐蚀为严重。当温度**过560℃时,铁损显着增加。当温度**过660℃时,锌损坏钢板,锌渣急剧增加,无法镀锌。因此,热镀锌时,温度需要控制在430-450℃的范围内。镀锌时,相应的厚度也会有所不同。其次,我们还需要考虑空气的腐蚀性。空气中的成分较多,不仅有氧气和水蒸气,还有空气中的氧气,能与产品发生氧化反应,进而使产品生锈。此时产品表面也进行了镀锌处理。处理。
钢格板与钢格板焊接时,应选择合适的焊件装配顺序,避免整体装配中出现过大的装配应力。由于装配体的整体刚度和不同装配阶段重心位置的变化,装配后的钢格板焊接部位会产生不适当的应力。一般来说,装配和焊接顺序不当会直接影响焊接质量。此外,不锈钢格栅在装配过程中可能会产生新的残余应力。如果新的残余应力大于临界变形应力,焊件就会变形。因此,应尽量减少或避免装配应力。 钢格板 2.受焊接工作尺寸的影响 对于中国不锈钢格板焊接技术,焊接工艺尺寸与钢格板焊接部位挠度和变形的发展密切相关。我国不锈钢格板的位置也会对我国不锈钢格板在焊接过程中的变形产生重要影响。不对称排列会导致焊件弯曲变形。钢格板焊件截面中性轴越靠近焊缝,弯曲变形能力越小;相反,焊件截面的中性轴离焊缝较远。 ,比较简单,弯曲变形程度越大。 钢格板 3、钢格板焊接过程中,在局部高温热源的作用下,焊缝区域在局部热源的作用下迅速加热,部分熔化。该区域的材料被加热,扩大了焊接区域,而钢格板周围相对较冷的区域限制了焊接区域,产生了弹性热应力。随着温度的升高,材料的屈服应力限急剧下降,热弹性应力**过屈服限,产生热压缩。在冷却过程中,焊缝区材料的收缩受焊缝区周围温度场不均匀的影响,导致不均匀的收缩变形。不锈钢格栅的焊接对热输入非常敏感。输入热源能量的控制非常重要。热能输入越大,收缩变形越大,热能输入越小,收缩变形越小。因此,在焊缝成形良好的情况下,输入热源应尽可能小。
http://glggb88.b2b168.com