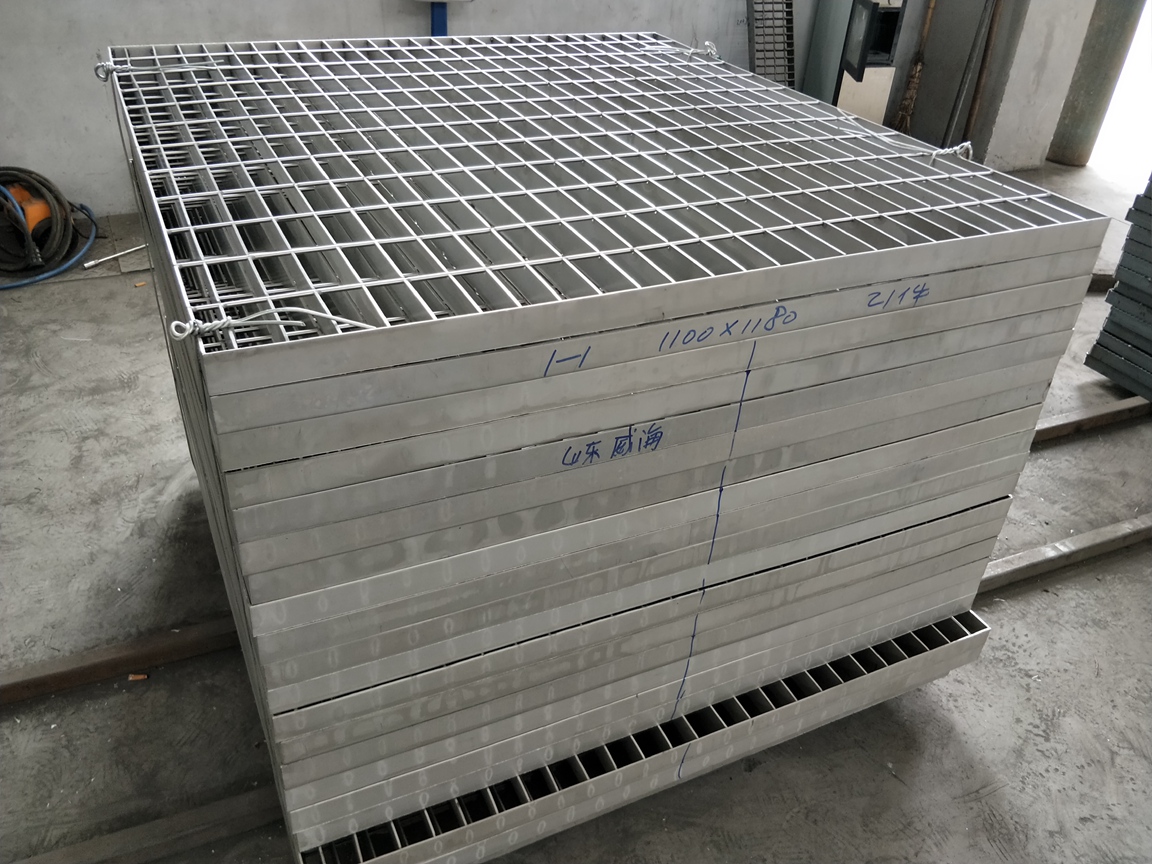
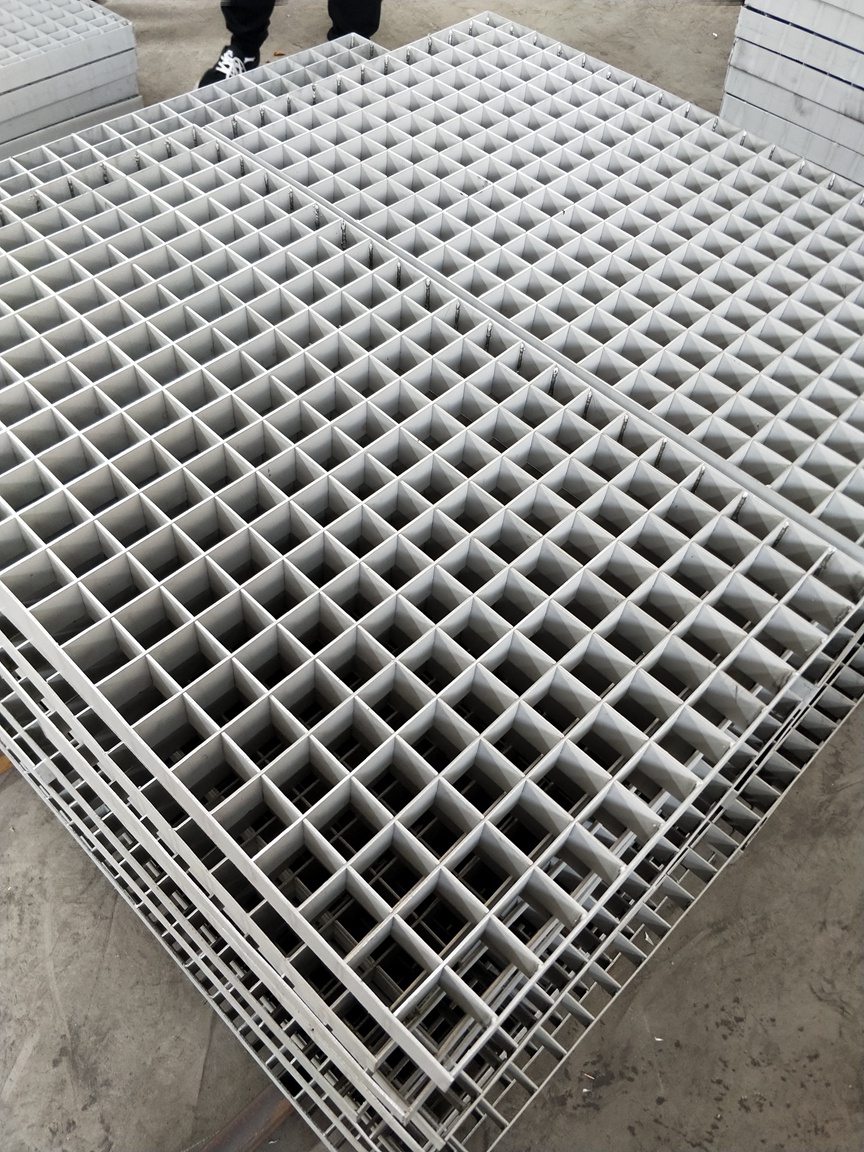
板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
工艺人工焊接
颜色银白色
编号03
是否防砸是
运输物流运输
数量10000
可售卖地全国
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
扁铁间距40mm
喷漆钢格板的规格:喷漆钢格板扁钢进行高度(或宽度)及厚度;纵剪扁钢作为高度重视平常20mm、25mm、30mm、32mm、35mm 40mm、45mm、50mm,等。钢格板扁钢厚度有3mm、4mm、5mm;喷漆钢格板的表面可以办理:喷漆,喷成红色泽、橙色、绿色等喷漆钢格板受荷扁钢连接间距:两相邻受荷扁钢的距,惯用30mm,40mm,有时候我们也有60mm;喷漆钢格板麻花钢间距:两相邻一个横杆的控制间距以及平常为50mm,100mm两种,可按不同顾客管理要求自己制作。
复合钢格栅板可用于焊接和设备夹紧两种方式,焊接的优点是固定的很长一段时间,不松散,详细定位在产品的每一个角落边钢材、焊缝长度不小于20毫米,角焊高不小于3毫米。设备夹具的优点是不会损坏的热浸镀锌层,方便拆卸,每个板需要至少4套设备夹具,设备夹数量的增加与板的长度的增加,该方法不是夹下,直接螺钉头焊接在钢梁上,确保产品不会因设备机架松动而从横梁上掉落。复合钢格是由具有跨距能力的钢格板与密封面上的花纹板组合而成的一种产品。复合钢格产品变形后的修正方法有哪些?当产品的边板因磕碰而变形时,主张用大锤敲击或用扳手纠正变形注意不要用力太大。2、当复合钢格栅因受力不当导致对角线偏差较大时,两个人将产品站起来,让对角线较长的一角与地面反复磕碰,受力需要较小。当板平面曲折,它提倡的是产品是放在枕木,砖或其他对象提出了在地上,脸向上,这样曲折更严重和凸接触,两人区分产品的两端和温柔的力量。注意以上几种校正方法都是简单易操作的,只要受力适度,基本可以校正复合钢格栅的变形,但不要过大,过大的受力会产生相反的效果。

压焊钢格栅和手工焊接钢格栅是不同的机器压焊钢格栅是由耐高压焊接机焊接而成,先需要将扁钢装载在特定的模具上,手工把钢筋水平地向均匀地排列好扁钢,经过牢固利用焊接电源和液体压力将焊条压入焊接成扁钢,从而获得牢固、稳定和高强度的钢格板。机器压焊的效率比较高,生产尺寸的宽度不会**过1.2米,因为机器焊接有一定的尺寸,一些形状的钢格板不是机器生产的,只能手工焊接。这种焊接过程受设备、电流和电压的影响。该工艺与原扁钢的水平有关。扁钢宽度误差大,会影响焊接强度,使强度不一致。该工艺的缺陷主要是假焊和虚拟焊,假焊和虚拟焊容易造成钢筋剥落。由于设备的额定容量,不能生产大截面的重型钢格栅。该设备焊接工艺的额定容量低于800KVA,只能制作厚度小于4mm的扁钢格网板,1250KVA可以制作厚度为5~6mm的扁钢格网板。手工焊接钢板产生的需要打孔,在扁钢条列入洞点焊,梁和板会有一定的差距,但每个接触点的焊接、扁钢和麻花钢相当于融化连接,所以焊接将变得更强,强度将会改善,但看起来不如压焊美观。生产工艺比较灵活,产品多样化,基本上可以生产出全系列的钢格板,在生产重型钢格板方面具有优势
钢格栅板结构是根据钢槽钢格栅的高度、网格形状、开放空间率和外部形状而定。平网。钢格栅板的网格有方形、矩形、菱形等。方孔在纵横方向上对称,承载能力比较高。矩形网格槽钢格栅的纵向强度较高。菱形孔的装饰效果非常显著。钢格栅板的网格尺寸和孔隙率影响着槽钢格栅的力学性能。当玻璃纤维含量相同时,会增加高度,也会增加承载力。钢槽钢格栅的高度在0.5-1.5英寸之间。关于装饰的作用只有钢槽格栅,不同的高度,装饰也是不同的。外观形状。钢槽格栅的外观一般由新月状和砂状两部分组成。月牙凹凸不平是影响防滑功能的重要因素,月压面高防滑功能好,但如果月压面太高,就不宜清洗。因此,不同的应用环境,适合不同高度的月压面。砂面是钢槽格栅成型后的,在**面上涂一层粗石英砂,固定线后会粘在钢槽格栅表面,起到防滑作用。厚度不均,且外观毛糙的砂棱角防滑效果好,外观砂防滑工作少可差,砂子太多会露出砂子,而且外表耐腐蚀性差。

钢格板 当通过将扁钢直接放置在模具上而不是拉直扁钢进行焊接时,格网矩阵中的内应力被假定为在外观上是直的。实际上,此时假设在比较强的钢格板的内应力上加上了较强的外力(如高温、打浆、捏合),内应力就会暴露出来。如何防止热镀锌钢格板在焊接时变形?虽然钢格板在包装和运输过程中外观变为水平弓形,但扁钢先矫直后焊接。假设扁钢呈现弯曲的锯齿形状,而不是在焊接时对扁钢进行矫直,而是将扁钢直接焊接到模具上并呈现笔直。事实上,此时已经存在强烈的内应力对比。热镀锌前,镀锌钢格板生产厂家应做好准备:钢格板进入热镀锌槽前的母材表面应清洁无污染。这里推荐酸洗作为清洁表面的简单方法,但应避免过度酸洗。酸洗前应清除表面不能用酸洗去除的油渍、油漆、焊渣等污物。格栅板加工后,格栅板表面应尽量大,无气孔、无缩孔,孔缝或焊接面应采用喷砂、喷丸、电解酸洗等方法处理。网格质量的决定因素!钢格板厂家需要知道钢格板表面的粗糙度对锌层的厚度和锌层的结构也有影响,因为钢格板表面的不平整度通常在热镀锌后仍然存在,先,热浸镀锌后结构依然存在。酸洗前可对钢格板进行喷砂和粗磨,使表面粗糙。热镀锌的锌层比纯酸洗的锌层厚。热镀锌钢格栅色泽鲜艳,透气通透,具有现代装饰气息。设备上有焊接和夹紧两种方式,可根据实际情况选择。
钢格板与钢格板焊接时,应选择合适的焊件装配顺序,避免整体装配中出现过大的装配应力。由于装配体的整体刚度和不同装配阶段重心位置的变化,装配后的钢格板焊接部位会产生不适当的应力。一般来说,装配和焊接顺序不当会直接影响焊接质量。此外,不锈钢格栅在装配过程中可能会产生新的残余应力。如果新的残余应力大于临界变形应力,焊件就会变形。因此,应尽量减少或避免装配应力。 钢格板 2.受焊接工作尺寸的影响 对于中国不锈钢格板焊接技术,焊接工艺尺寸与钢格板焊接部位挠度和变形的发展密切相关。我国不锈钢格板的位置也会对我国不锈钢格板在焊接过程中的变形产生重要影响。不对称排列会导致焊件弯曲变形。钢格板焊件截面中性轴越靠近焊缝,弯曲变形能力越小;相反,焊件截面的中性轴离焊缝较远。 ,比较简单,弯曲变形程度越大。 钢格板 3、钢格板焊接过程中,在局部高温热源的作用下,焊缝区域在局部热源的作用下迅速加热,部分熔化。该区域的材料被加热,扩大了焊接区域,而钢格板周围相对较冷的区域限制了焊接区域,产生了弹性热应力。随着温度的升高,材料的屈服应力限急剧下降,热弹性应力**过屈服限,产生热压缩。在冷却过程中,焊缝区材料的收缩受焊缝区周围温度场不均匀的影响,导致不均匀的收缩变形。不锈钢格栅的焊接对热输入非常敏感。输入热源能量的控制非常重要。热能输入越大,收缩变形越大,热能输入越小,收缩变形越小。因此,在焊缝成形良好的情况下,输入热源应尽可能小。
http://glggb88.b2b168.com